- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Внедрение технологии многослойной совместной экструзии для машины для выдувания пленки
Оглавление
-
Что такое технология многослойной совместной экструзии?
-
Ключевые преимущества многослойных пленок
-
Как работает машина для выдувания многослойной коэкструзионной пленки
-
Критические технические параметры и характеристики
-
Применение многослойных коэкструдированных пленок
-
Часто задаваемые вопросы (FAQ)
1. Что такое технология многослойной совместной экструзии?
Технология многослойной соэкструзии — это передовой производственный процесс, который позволяет одновременно экструзировать два или более отдельных полимерных слоя, которые объединяются, образуя единую высокоэффективную пленочную структуру. Этот процесс занимает центральное место в современномМашина для выдувания пленки, что позволяет производить пленки с индивидуальными свойствами, которых невозможно достичь с помощью одного материала. Комбинируя различные полимеры, такие как полиэтилены (LDPE, LLDPE, HDPE), полиамид (PA), этиленвиниловый спирт (EVOH) или связующие слои, производители могут создавать пленки с определенными барьерными, прочными и герметизирующими характеристиками. Эта технология произвела революцию в упаковке, выйдя за рамки простых монослоев и превратив ее в сложные многофункциональные решения.
2. Ключевые преимущества многослойных пленок
Основное преимущество использования многослойной совместной экструзииМашина для выдувания пленкиэто способность создавать фильмы с точностью. Ключевые преимущества включают в себя:
-
Улучшенные барьерные свойства:Благодаря включению барьерной смолы, такой как EVOH или PA, пленки могут эффективно блокировать кислород, влагу, ароматы и вкусы, значительно продлевая срок хранения пищевых продуктов.
-
Оптимизация материалов и экономическая эффективность:Дорогие барьерные материалы могут быть помещены между менее дорогими объемными слоями (например, полиэтиленом или полипропиленом), что снижает общую стоимость материала при сохранении высоких характеристик.
-
Улучшенная механическая прочность:Сочетание слоев с различными свойствами может привести к получению пленок с превосходной стойкостью к проколу, прочностью на разрыв и долговечностью.
-
Отличные герметизирующие свойства:Специальный герметизирующий слой (например, ПЭНП или ЭВА) можно использовать для обеспечения прочных и стабильных термосварок, в то время как другие слои обеспечивают структурную поддержку.
-
Устойчивость:Многослойные структуры могут быть спроектированы так, чтобы использовать меньше материала или включать переработанные материалы в определенные слои без ущерба для основной функции пленки.
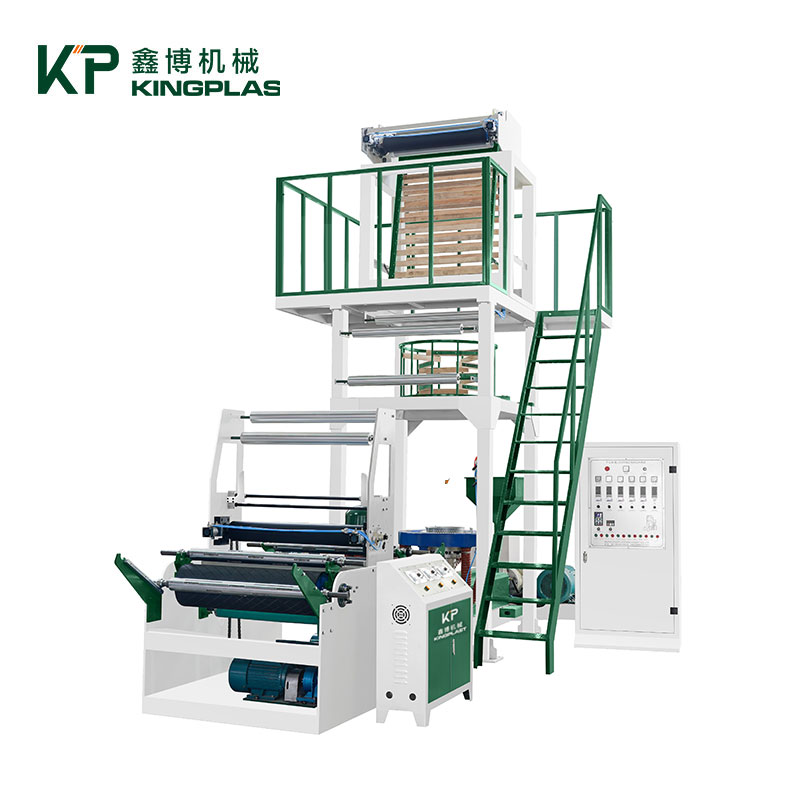
3. Как работает машина для выдувания многослойной коэкструзионной пленки
МногослойныйМашина для выдувания пленкипредставляет собой сложную систему, объединяющую несколько экструдеров в одну матрицу. Вот упрощенная разбивка процесса:
-
Отдельные экструдеры:Отдельные экструдеры пластифицируют и плавят различные полимерные материалы. Каждый экструдер отвечает за один слой конечной структуры пленки.
-
Фидблок или многослойная матрица:Расплавленные полимеры из каждого экструдера направляются в специальный компонент. Афидблокобъединяет слои перед тем, как они попадут в одну матрицу коллектора, в то время какмногослойная спиральная матрицапозволяет каждому материалу проходить через свою спиральную оправку перед слиянием.
-
Образование пузырьков:Объединенный расплав выдавливается через круглый зазор головки, образуя трубчатый пузырек. Воздух вводится для раздувания пузыря, контролируя диаметр пленки и ориентацию поперечного направления (TD).
-
Охлаждение и отвод:Пузырь охлаждается воздушным кольцом и сжимается в плоскую пленку прижимными роликами. Скорость вытягивания определяет ориентацию машинного направления (MD) и конечную толщину пленки.
4. Критические технические параметры и характеристики.
При выборе или эксплуатации линии для выдувания многослойной коэкструзионной пленки понимание ее технических параметров имеет решающее значение для достижения желаемого качества пленки.
Список ключевых параметров:
-
Количество слоев:Стандартные конфигурации — 3-слойные, 5-слойные, 7-слойные или даже до 11 слоев для узкоспециализированных приложений.
-
Технические характеристики экструдера:Каждый экструдер определяется диаметром шнека (D, например, 45 мм, 65 мм) и соотношением длины к диаметру (L/D, например, 30:1, 33:1). Более высокое соотношение L/D обеспечивает лучшее плавление и смешивание.
-
Выходная мощность:Измеряется в килограммах в час (кг/ч) и указывает общую потенциальную производительность линии.
-
Контроль толщины слоя:Точность соотношения толщины отдельных слоев, как правило, контролируется системами обратной связи от насосов расплава или шестеренчатых насосов.
-
Диаметр матрицы и зазор:Диаметр матрицы определяет ширину плоской пленки, а зазор матрицы влияет на контроль толщины пленки.
В таблице ниже приведены типичные характеристики машины для выдувания трехслойной пленки:
| Параметр | Спецификация | Описание/Воздействие |
|---|---|---|
| Количество слоев | 3 | Структура ABA (например, Tie/EVOH/Tie) или ABC. |
| Конфигурация экструдера | 2 х 55 мм, 1 х 45 мм | Два основных экструдера для внешних слоев и один поменьше для среднего барьерного слоя. |
| Соотношение L/D | 33:1 | Оптимален для равномерного плавления, смешивания и стабильного выхода. |
| Макс. Выход | 250 кг/ч | Максимальная общая производительность в идеальных условиях. |
| Ширина Лейфлета | 600 - 1200 мм | Окончательная ширина сплющенной трубы. |
| Диапазон толщины пленки | 0,03 – 0,15 мм | Диапазон толщин, которые машина может надежно производить. |
| Мощность главного двигателя | 55 кВт / 45 кВт | Мощность приводных двигателей экструдеров. |
5. Применение многослойных коэкструдированных пленок
Универсальность пленок, производимых по технологии многослойной коэкструзии, делает их пригодными для широкого спектра отраслей промышленности:
-
Пищевая упаковка:Свежее мясо (вакуумная упаковка), сыр, закуски и упаковка для жидкостей, требующая высоких барьеров для кислорода и влаги.
-
Сельскохозяйственные фильмы:Тепличные пленки с устойчивостью к ультрафиолету и противокапельными свойствами.
-
Промышленная упаковка:Прочные мешки, транспортировочные пакеты и защитная упаковка.
-
Медицинская упаковка:Стерильная барьерная упаковка для медицинских изделий.
6. Часто задаваемые вопросы (FAQ)
В1: Какое максимальное количество слоев возможно при использовании современных машин для выдувания многослойной пленки?
Хотя наиболее распространены трехслойные и пятислойные машины, современные технологии позволяют производить пленки с 7, 9 или даже 11 слоями. Это обеспечивает невероятно точное размещение материала, например, использование нескольких тонких барьерных слоев или включение переработанного материала в определенные, некритические слои.
Вопрос 2: Можно ли использовать вместе при совместной экструзии разные типы пластиков, которые обычно не склеиваются?
Да, это обычная практика. Для соединения несовместимых полимеров (например, полиэтилена с полиамидом) между ними совместно экструдируется специальный клейкий полимер, известный как «связующий слой» или «связывающий слой». Этот связующий слой обладает молекулярной совместимостью с обоими материалами, создавая прочное, устойчивое к расслоению соединение.
В3: Как контролируется толщина каждого отдельного слоя во время производства?
В современных машинах для выдувания многослойной пленки используются сложные системы управления. Самый точный метод предполагает использованиенасосы для расплава(или шестеренчатые насосы) на каждом экструдере. Эти насосы обеспечивают постоянную, безимпульсную объемную производительность, позволяя точно контролировать объем полимера, вносимого в каждый слой, независимо от изменений давления расплава или вязкости.
Если вам очень интересноРуян Кингпласт Машиныили у вас есть какие-либо вопросы, пожалуйста, не стесняйтесьсвязаться с нами.